
EN 285 pure steam compliance restored at the source.
Damgaard Solutions traced a non-condensable gas non-conformance to the feedwater at GE Healthcare in Norway, designed a membrane degassing skid, and qualified the upgrade through IQ/OQ/PQ to hold steam quality below the EN 285 3.5% limit.
A Sterilization Compliance Risk Hiding in the Feedwater
The site could not consistently meet the EN 285 limit for non-condensable gases in pure steam used for sterilization. Elevated air content created a real compliance risk and raised concerns about sterilization performance and process robustness. The cause was not obvious. Treating it downstream at the steam generator would have masked the problem rather than solved it. The real source had to be found and addressed in the upstream water-steam pathway, while keeping the existing utility setup running.
Root Cause to Qualified Skid, Delivered as One Package
Damgaard Solutions took end-to-end ownership of the issue, from troubleshooting and root cause investigation through bespoke skid design, manufacturing oversight, installation, and full IQ/OQ/PQ qualification. One specialist team, one accountable scope, no multi-vendor handoffs.
1. Systematic root cause investigation
Reviewed piping design, sampled and analyzed feedwater, and assessed the upstream water treatment process to trace the origin of dissolved and entrained gases. The structured diagnostic approach identified the feedwater as the source rather than the steam generator itself.
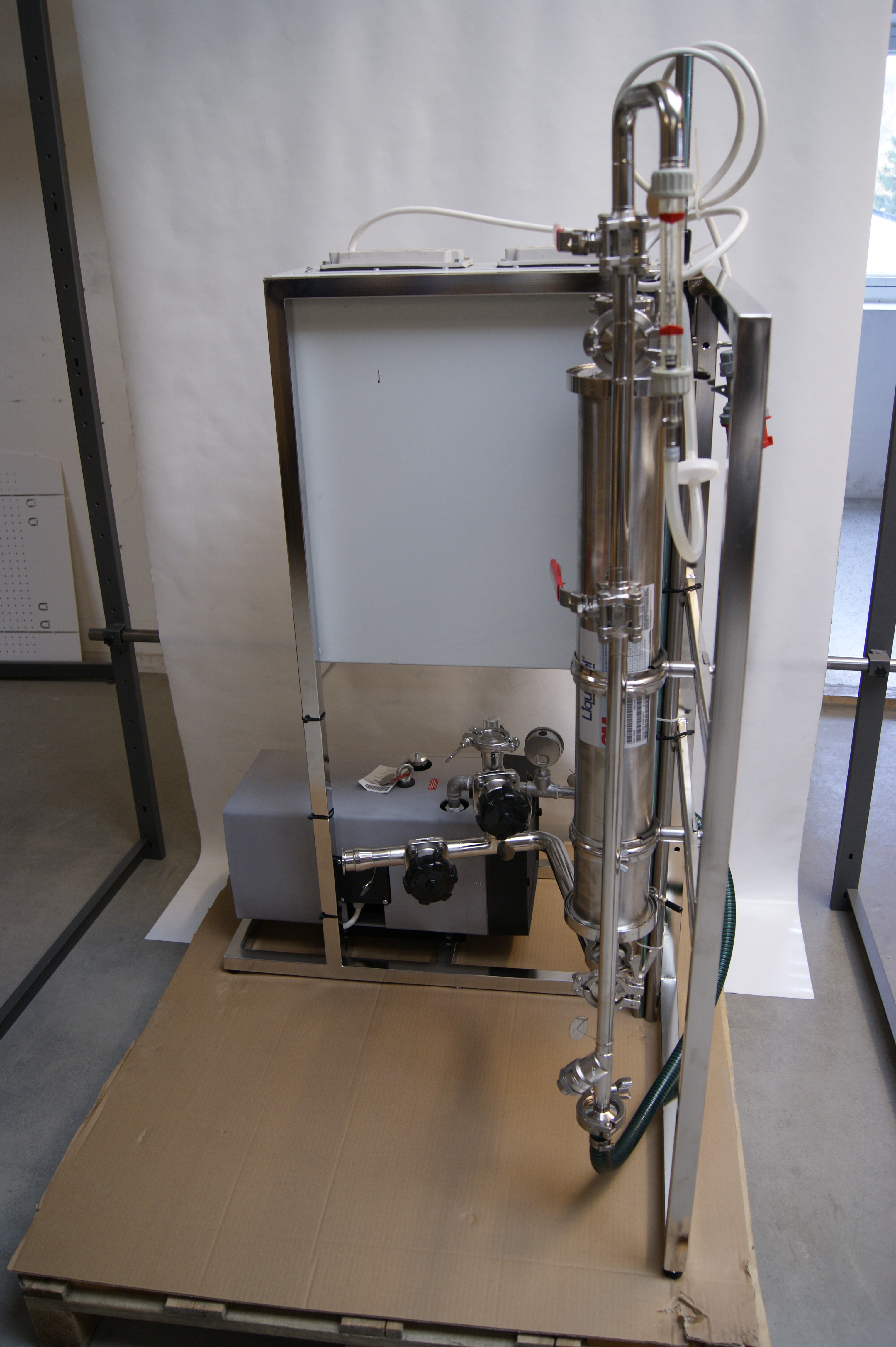
2. Membrane degasser design at the source
Engineered a skid-mounted membrane degassing system using a microporous polypropylene membrane combined with vacuum to extract dissolved gases from the feedwater while retaining the liquid phase, solving the problem at the feedwater rather than chasing symptoms in the steam.
3. Integrated control, alarms, and fail-safe interlock
Designed a dedicated control cabinet, vacuum system, alarm handling, and remote start-stop interface to the clean steam generator. Built in a hard interlock so untreated water cannot reach the generator during operation, removing a contamination pathway by design.
4. Manufacturing, installation, and full qualification
Oversaw skid manufacturing and installed the unit upstream of the clean steam generator without disrupting ongoing operations. Executed functionality testing, P&ID verification, arrangement testing, electrical diagram verification, remote start-stop verification, steam quality test supervision, documentation review, protocol execution, and final report.


Kasper led the project end to end, from troubleshooting and feedwater analysis through bespoke skid design, manufacturing oversight, installation, and full IQ/OQ/PQ qualification. The cross-functional expertise across water treatment, clean steam systems, GMP qualification, and control engineering meant GE Healthcare did not need to manage multiple vendors. One accountable specialist, one turnkey outcome.
